Casting Leak Testing – Engine Blocks
Overview: Casting Leak Test Solutions
Clients: Tier 1 Automotive Engine Manufacturers
Applications: Engine Blocks, Cylinder Heads, Sumps, Water Pump Housings, Transmission Cases
Materials: Aluminium and Ferrous Castings (As-Cast and Machined Conditions)
Test Types: Water Jacket, Oil Gallery, High-Pressure Circuits, Interstream (Cross-Contamination)
Integration: Robotic Cells, Conveyor Transfer, Automatic Plug Assembly, Water Submersion, Flow Testing
OEM Experience: Vauxhall, Rover, JLR, Audi, BMW, Scania, and Major Global Manufacturers
Casting Leak Testing Expertise
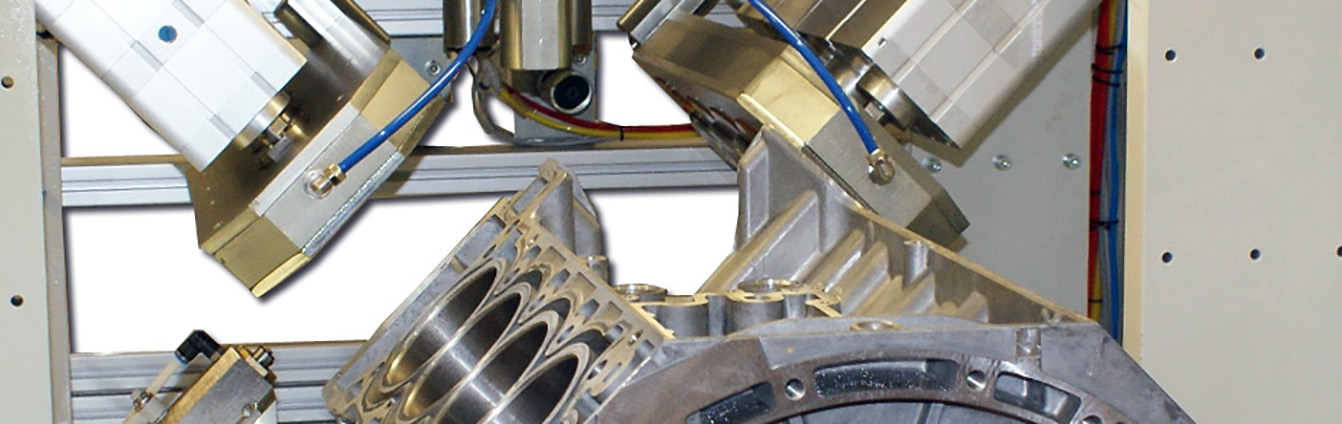
TQC has supplied leak testing systems for automotive engine castings for major global manufacturers. Our solutions range from manual benchtop fixtures to fully automated production lines integrating robotic handling, multi-cavity testing, core plugging, and water submersion for leak location.
Engine casting leak testing prevents:
- Coolant leaks into combustion chambers (head gasket failures, overheating)
- Oil contamination of cooling system (sludge formation, heat transfer loss)
- Coolant contamination of oil (bearing damage, lubrication failures)
- External fluid leakage (environmental concerns, customer complaints)
- Warranty claims from field failures (costly engine replacements)
Components Tested
TQC has provided leak testing solutions for critical powertrain castings:
Engine Blocks: Petrol and diesel cylinder blocks (inline-3, inline-4, inline-6, V6, V8 configurations), water jacket integrity, oil gallery sealing, interstream isolation
Cylinder Heads: Combustion chamber sealing, coolant passage verification, valve guide sealing, EGR cooler passages
Sumps (Oil Pans): Aluminium structural sumps, steel stampings, integrated oil coolers, baffle assemblies
Water Pump Housings: Cast aluminium housings, coolant passage sealing, bearing cavity isolation
Transmission Components: Clutch housings, gearbox cases, torque converter housings, integrated cooling circuits
Electric Vehicle Components: Battery trays, cooling system manifolds, motor/inverter housings, thermal management systems
Test Types
Water Jacket Leak Testing: Primary cooling circuit verification preventing coolant leaks. Test pressure 1-2 bar simulating cooling system operating pressure. Detects casting porosity, core shift, sand inclusions causing coolant loss. Typical acceptance: <200 mm³/sec (12 cc/min) at 1 bar.
Oil Gallery Leak Testing: Lubrication circuit integrity preventing oil pressure loss. Test pressure 0.3-0.5 bar (low-pressure oil circulation). Detects cracks, porosity causing oil starvation to bearings and camshafts. Higher sensitivity required due to lower pressure. Typical acceptance: <50 mm³/sec (3 cc/min) at 0.3 bar.
High-Pressure Oil Circuit Testing: Main bearings, timing chain tensioners, variable valve timing (VVT) systems require high oil pressure (3-6 bar). Tests simulate extreme operating conditions detecting failures causing VVT malfunction or bearing lubrication loss.
Interstream Leak Testing: Verifies isolation between oil and water circuits preventing cross-contamination. Differential pressure applied across barrier walls (typical 0.7 bar). Detects cracks allowing coolant into oil (white sludge, bearing damage) or oil into coolant (heat transfer loss, overheating). Typical acceptance: <140 mm³/sec (8.4 cc/min) at 0.7 bar differential.
System Configurations – Casting Leak Testing Solutions
Manual Benchtop Fixtures: Operator loads engine block into fixture nest. Manual or pneumatic clamps secure block. Sealing plates engage water and oil ports. MALT controller executes test sequence. Pass/fail indication. Operator unloads. Typical cycle 2-5 minutes. Suitable for low volumes (5-20 blocks/hour).
Conveyor Transfer Systems: Pallet-based or roller conveyors transport blocks between stations. Load station, leak test station, unload station. Automatic sealing via pneumatic actuators. Multiple test channels testing water jacket, oil galleries, interstream simultaneously. Throughput 20-60 blocks/hour.
Robotic Work Cells: 6-axis robots handle blocks from incoming conveyor. Place into multi-station rotary table or shuttle system. Automatic sealing, testing, unloading. Robots enable integration with upstream machining and downstream assembly. Throughput 40-100 blocks/hour depending on test complexity.
Integrated Operations – Casting Leak Testing Solutions
Automatic Core Plug Assembly: Core holes (openings for sand core removal during casting) require sealing plugs. Vibratory bowl feeders orient plugs. Pick-and-place or press-fit systems install expansion plugs (cup plugs) into core holes. Over-check leak testing verifies plug sealing post-installation preventing coolant/oil leakage at plug locations.
Water Submersion for Leak Location: Blocks failing air decay testing submerge in water tank while pressurised. Bubbles indicate exact leak location (porosity, crack, seal failure). Operators mark location for rework or scrap decision. Submersion follows air decay (confirms leak exists before water submersion cycle).
Flow and Blockage Testing: Coolant and oil passages tested for adequate flow rate. Compressed air or water flows through circuit, flow meter measures rate. Detects blockages from casting sand, machining swarf, core material residue. Ensures thermal management and lubrication system performance.
Secondary Machining Integration: Some systems integrate drilling or tapping operations for mounting holes. Enables single-station processing: leak test → locate defect → re-machine → re-test sequence without part handling.
Data Logging and Traceability: Test results log to production database. Barcode or laser-etched serial numbers link blocks to test data (pressure traces, decay rates, interstream results, pass/fail). Enables warranty root cause analysis correlating field failures to production parameters.
Pass Marking: Pneumatic stamps or laser markers apply pass indication to blocks. Prevents mixing tested/untested inventory. Visual confirmation for downstream assembly operations.
Multi-Cavity Simultaneous Testing
Engine blocks contain multiple isolated circuits requiring simultaneous verification:
Typical Test Channels:
- Main water jacket (coolant circulation)
- Oil gallery (main bearings, camshaft)
- High-pressure oil circuit (VVT, tensioners)
- Interstream (oil-to-water barrier)
- Secondary circuits (EGR coolers, oil coolers)
Multi-Channel Controllers: MALT systems with 4-12 independent test channels enable parallel testing. Each channel has dedicated pressure sensor, valves, test algorithm. Reduces total cycle time vs. sequential testing. Example: 6-channel system tests all circuits in 90 seconds vs. 6 minutes sequential.
Selective Testing: Not all blocks require all tests. PLC logic selects active channels based on block variant (barcode scan or operator selection). Example: Diesel blocks test EGR cooler passage, petrol blocks skip this test.
Casting Conditions
As-Cast Condition: Blocks tested immediately after casting before machining. Detects gross porosity enabling early scrap decision (prevents wasting machining costs). Limited sealing surfaces (unfinished faces) require custom seal designs accommodating rough surfaces.
Machined Condition: Post-machining testing with precision sealing on finished surfaces. Detects porosity exposed during machining, verifies core plug holes seal-ready. Higher accuracy testing possible due to repeatable sealing.
Dual Testing Strategy: Some manufacturers test as-cast (gross leak screening) then post-machining (final verification). Balances scrap cost minimisation with comprehensive quality assurance.
Material Types
Aluminium Castings: Die cast or low-pressure cast aluminium blocks. Lighter weight, better thermal conductivity, higher porosity risk than iron. Require gentle handling (softer material). Typical applications: Petrol engines, electric motor housings.
Ferrous Castings: Grey iron or ductile iron blocks. Heavier, excellent wear resistance, lower porosity. Typical applications: Diesel engines, heavy-duty commercial vehicles.
Mixed Materials: Some engines use aluminium blocks with cast iron cylinder liners. Leak testing verifies liner-to-block seal integrity preventing coolant ingress into combustion chambers.
OEM Applications
TQC has supplied casting leak testing to major automotive manufacturers:
Vauxhall V6 Engine: Multi-cavity testing of water jacket, oil galleries, interstream. Integrated robotic handling and core plug assembly.
Rover K Series: Compact inline-4 aluminium blocks. High-sensitivity testing detecting porosity in thin-wall sections.
Jaguar Land Rover (JLR): Range of petrol and diesel blocks including supercharged V6, diesel inline-4. Automated production line integration.
Audi: Multi-cylinder petrol and diesel engines. High-pressure oil circuit testing for VVT and direct injection systems.
BMW: Inline-6 and V8 configurations. Interstream testing critical for performance engines with tight oil/coolant clearances.
Scania: Heavy-duty diesel engine blocks for commercial vehicles. Robust high-pressure testing simulating extreme operating conditions.
To view a printer friendly format please click below
Automotive Casting Leak Testing – Engine Blocks
Related Capabilities
TQC‘s casting leak testing expertise includes:
- Multi-cavity simultaneous testing (water, oil, interstream)
- High-pressure circuit verification (3-6 bar)
- Interstream differential pressure testing
- MALT multi-channel controllers
- Automatic core plug assembly and verification
- Water submersion leak location
- Flow and blockage testing
- Robotic material handling integration
- Conveyor pallet transfer systems
- As-cast and machined condition testing
- Aluminium and ferrous casting experience
- Data logging and traceability systems
If you have an application that could benefit from TQC’s expertise in casting leak testing solutions, please contact us by email or phone via the contact details