Leak Detection
We have compiled a list of useful information for leak testing that we commonly use at TQC. We can adapt these methods and technologies to fit the precise component or system that needs leak testing.
The common features of the methods used to detect leaks is that they are almost always operator-dependent, require strict supervision and are often very messy. The methods listed below will indicate a leak condition, but they will not accurately quantify the degree of leakage.
We hope you find the information below that outlines what we believe is useful information for leak testing helpful in defining your test requirements.
Useful Information for Leak Testing – Leak Testing Methods
Observation. The most common observation technique is to look for a bubble stream. A bubble stream is created by filling the component with pressurised gas, normally air or nitrogen, and immersed in a liquid, either water or acetone. A variation of the bubble-stream method is to use sealed components submerged in a liquid within an enclosed volume creating a vacuum at the surface of the liquid drawing the fluid into the closed device. This method is often used to soak-test parts over a prolonged period and then to visually check for condensation inside transparent parts. It is also used to check the weight of parts to ensure that the gas or liquid inside the component has not been forced out and vapour/liquid has not been forced inside.
Chemical trace. Chemicals are added to the working media within an assembly prior to a functional test. If there is leak onto the surface of the component, the chemical can be readily seen when viewed using ultraviolet light.
Chemical penetration. A chemical is sprayed onto one side of a component and through capillary action emerges on the opposite surface. This technique is also referred to as dye penetration. The difference between chemical trace and dye penetration is that the former is a trace substance in the fluid whereas the latter is coated onto the surface of the container.
Gas sniffing. Components or assemblies are filled or injected with an easily identifiable gas to create a pressure differential. Helium, hydrogen and sulphur hexafluoride (SF6) gases are employed and an operator searches for concentrations of gas at the surface of the piece being tested. Helium sniffing is the most common.SF6 is generally avoided whenever possible because of its toxicity, but it is mandatory for some electrical equipment because of its flame-suppression properties. For sealed assemblies such as blister packs or swallowable cameras, the item must be closed in an environment containing the tracer gas.
Ultrasonic testing. Because they are noisy, large gas flows can be found using an ultrasonic detector. This method is suited to finding large leaks but is not recommended for fine leaks in a production environment. When using ultrasonic testing, sources of misleading indications and other problems can include low test pressures and capillary action sealing, high-pressure situations and component damage, contaminated liquids, and preferential leeching and rogue surface tensions.
Leak Testing Measurement
Leak measurement attempts to quantify the flow of the fluid over a period of time. The three commonly used fundamental techniques for leak measurement are: a pressure change within a known volume, a direct measurement of flow, or measurement of changes in concentration.
Pressure Measurement
Absolute measurement. A transducer or gauge is used to measure pressure change within the device being tested. In general, this technique is difficult to apply because small changes in pressure are being measured. The sensitivity of the transducer as a percentage of the full scale becomes an issue because the pressure differences can be extremely small even when trying to detect a large leak.
Reference comparison or differential pressure technique. This technique involves locating the test and reference volumes either side of a transducer diaphragm. Ideally, these volumes should have similar pneumatic characteristics, and they are arranged to be as stable as possible and at the same pressure. Subsequent time-related changes in the pressure of the test volume are used to measure the value of any leakage. A differential pressure transducer is placed across the two volumes. The sensitivity of the transducer is not related to the actual pressure in absolute or gauge pressure terms, but to the sensitivity of the differential pressure transducer at the test pressure. For example, it is possible to detect 0.0005% of the test pressure using this technique by testing at 1 bar gauge (2 bar absolute). This may be 100 times more sensitive than using the absolute measurement technique mentioned above.
Differential pressure component dosing. This technique involves investigating sealed components to identify gross leaks in sealed parts. In this technique, twin tandem pressurisation and reference volumes are used together with the sequential application of a differential pressure transducer. The differential pressure technique alone will not differentiate between a good part and a gross leaking part; dosing is used with the differential pressure technique to detect the gross leaking parts.
Inter-stream testing. Two test pressures and three interrelated differential pressure transducers are used to simultaneously test two adjacent volumes. This technique is used when there are two fluid volumes in a single part, which could leak to the outside or between each other.
Continuous Flow
Controlled pressure. This involves creating a prescribed pressure within the product being tested and then measuring the gas flow that is needed to maintain that pressure using a flow measurement transducer.
Free flow. This technique introduces a flow-measurement device into the gas stream.
Gas Trace
Gas tracer systems have the ability to detect smaller leakages, but tend to require higher capital investment.
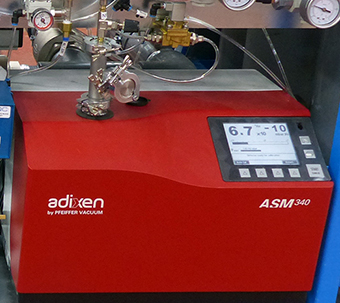
Helium. This requires enclosing the test piece within a sealed chamber and evacuating the chamber and/or test piece. After charging one or the other with helium, the gas loss from the respective volume is monitored with a mass spectrometer that detects the helium.
Hydrogen. This gas is used in the same way as helium. It is also used in a technique that employs a sensor to detect and measure levels of, in this case, hydrogen in a continuous ambient or low pressure gas flow, which allows the use of lower cost enclosures and ducting. The test gas is a mixture of 95% nitrogen and 5% hydrogen, which is nonexplosive and relatively inexpensive.
Gas bombing. This involves exposing a sealed component to a gas-charged environment and subsequent transfer to a test chamber that is monitored by gas sensing instrumentation. It is essential that the possibility of a gross leak is eliminated before fine leak measurement is attempted.
Several halogen gases can be used in gas trace techniques but their use should be avoided if possible. In addition to toxicity, they are heavy gases that tend to accumulate readily in low recesses and adhere to surfaces. As a result, contamination occurs and the test area is difficult to clear. All gases will stick to the tooling surface to some degree, most particularly when flooded from a leaking component. However, hydrogen and helium are lighter gases and are more easily removed or dispersed by extraction, flushing or natural diffusion.
Useful Information for Leak Testing Summary
There are a variety of leak testing techniques in use today. When considering an item requiring leak testing it is important to ascertain first whether detection of the leak or measurement of the leakage rate is more important. Quantifying the leakage rate will dictate the leak measurement technique that is required.
TQC hope that you find this useful information for leak testing beneficial and welcome and questions of your application via our contact us page