Medical Device Leak Test Drawer Fixture
Client: Leading Medical Diagnostic Device Company
Part: Laboratory-on-a-Chip Diagnostic Cassette (Lab-on-a-Chip)
Machine supplied: Series 20 Drawer Leak Test Fixture (Dual Fixture Configuration)
Test Method: Low-Pressure Air Decay (0.5-0.9 bar + 0.5 bar Vacuum)
Sealing: Complex Multi-Zone Sealing per Cassette
Test Sequence: 6 Sequential Tests per Fixture (12 Total)
Controllers: 2× OEM MALT LT201 Valve Modules with Synchronised Operation
Safety: Drawer Interlock, Fail-Lock Mechanism, Guarded
The Challenge
A leading medical diagnostic device company producing laboratory-on-a-chip cassettes needed ultra-sensitive leak testing for microfluidic diagnostic channels. The requirements included:
- Detection of minute leaks in microfluidic channels (typical 50-500 μm width)
- Multi-zone testing isolating individual diagnostic channels
- Dual fixture configuration (2 cassettes tested simultaneously)
- Sequential 6-test regime per cassette verifying all fluid pathways
- Low test pressures (0.5-0.9 bar) preventing channel damage
- Vacuum testing (0.5 bar vacuum) detecting seal failures
- Automatic pressure switching between test zones
- Drawer interlock preventing premature part removal
- Fail-lock mechanism (drawer locked if any test fails)
- 100% testing ensuring no defective devices reach patients
Microfluidic channel leaks cause:
- Cross-contamination between reagent chambers (false test results)
- Sample loss during processing (insufficient material for analysis)
- Reagent mixing errors (incorrect chemical reactions)
- Pressure loss in pneumatic actuation channels (valve failures)
- Patient misdiagnosis from incorrect results
- Regulatory violations (medical device quality standards)
Manual leak testing inadequate for:
- Microfluidic scale (leaks too small for bubble testing)
- Multi-zone complexity (6 tests per device)
- Production throughput (100% testing required)
- Repeatability (operator variability in manual methods)
The system needed to operate at the extremities of air decay leak testing capabilities, detecting minute pressure changes in tiny test volumes.
The Solution – Medical Device Leak Test Drawer Fixture
TQC designed a Series 20 drawer fixture with dual test locations for testing two lab-on-a-chip cassettes simultaneously. Each cassette undergoes six sequential tests switching automatically between 0.9 bar, 0.5 bar, and 0.5 bar vacuum via MALT controller I/O-switched valves. Complex 16-point multi-zone sealing isolates individual microfluidic channels. MALT LT201 valve modules mount close to fixtures minimising test volume for maximum sensitivity. Custom tooling nests cassettes in drawer; Actuated top tooling seals channels when drawer closes. Synchronised dual-fixture operation displays on single laptop screen via MALT graphical interface. Eject cylinders release cassettes from seals post-test. Fail-lock mechanism prevents drawer opening if any test fails. Button box on flying lead accommodates left/right-handed operators. System operates at air decay extremities detecting microfluidic leaks conventional methods miss.

Technical Overview – Medical Device Leak Test Drawer Fixture
Laboratory-on-a-Chip Microfluidic Diagnostic Devices
Application Context: Understanding the test part geometry:
Lab-on-a-Chip Design:
- Plastic cassette (70mm x 120mm x 2mm )
- Microfluidic channels etched/moulded into plastic layers
- Channel dimensions: 50-500 μm width, 50-200 μm depth
- Multiple chambers: Sample inlet, reagent storage, mixing chambers, detection zones
- Pneumatic actuation channels (valve control, fluid pumping)
- Sealed assembly: Bonded layers (adhesive, ultrasonic, thermal) creating enclosed channels
Why Leak Testing Critical:
- Channel volumes measured in microlitres (1-100 μL)
- Leaks as small as 0.1 μL/minute compromise diagnostics
- Cross-contamination between channels invalidates results
- Pressure-driven fluid flow requires channel integrity
- Reagent stability depends on sealed storage chambers
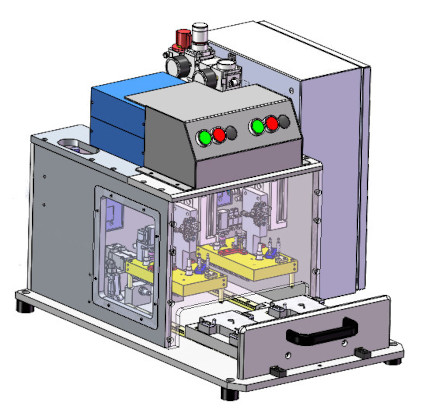
Series 20 Drawer Fixture Platform
Standardised Leak Test Architecture: Series 20 provides proven drawer mechanism:
Drawer Design:
- Load Position: Drawer extended forward (operator access for part loading)
- Test Position: Drawer pushed back (closes top tooling actuates, test executes)
- Guidance: Linear bearings or roller slides (smooth, low-friction movement)
Why Drawer Fixture:
- Operator Ergonomics: Load/unload at forward position (clear access, no reaching)
- Automatic Sealing: Pushing drawer closed activates top seals (consistent pressure)
- Safety: Perspex guard protects operator from moving cylinders during test
- Compact Footprint: Benchtop configuration
Drawer Interlock System:
- Sensors/switches detect drawer position (open/closed)
- PLC logic (integrated in MALT controller) prevents test unless drawer closed
- Prevents premature drawer opening during pressurisation (safety hazard)
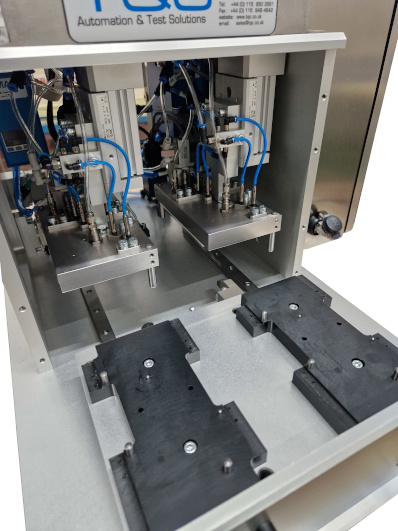
Dual Fixture Configuration (2 Cassettes Simultaneously)
Parallel Testing: Two independent test positions in single drawer:
Fixture Arrangement:
- Left fixture: Complete 16-point sealing and test sequence
- Right fixture: Independent 16-point sealing and test sequence
- Both fixtures tested simultaneously (doubled throughput vs. single-position)
Independent Test Control:
- Each fixture connected to dedicated MALT LT201 controller
- Separate valve modules, pressure sensors, test logic
- Independent pass/fail results
Synchronised Operation:
- MALT controllers communicate (master/slave configuration)
- Test sequences synchronised (both start together, progress in parallel)
- Single button box initiates both tests
- Laptop interface displays both fixtures on split screen
Why Dual Configuration:
- Throughput: Two cassettes per cycle (doubled production rate)
- Efficiency: Operator loads both positions during single drawer opening
- Cost: Single drawer mechanism supports two fixtures (vs. two separate machines)
Complex 16-Point Multi-Zone Sealing
Individual Channel Isolation: 16 separate seal points per cassette:
Multi-Zone Sealing Purpose:
- Laboratory-on-a-chip contains multiple independent fluid channels
- Each channel tested separately (isolate leak location)
- 6 sequential tests require different zone combinations
- 16 seal points enable complex zone configurations
Seal Design:
- Custom polyurethane and silicone seals per cassette geometry
- Individual seals at each sealing location
- Material selection: Medical-grade, non-contaminating, low outgassing
Top Tooling Seal Mounting:
- 16 seals embedded in top tooling plate
- Plate mounted to compact pneumatic cylinders
- Cylinders actuate when drawer closes, pressing seals against cassette top surface
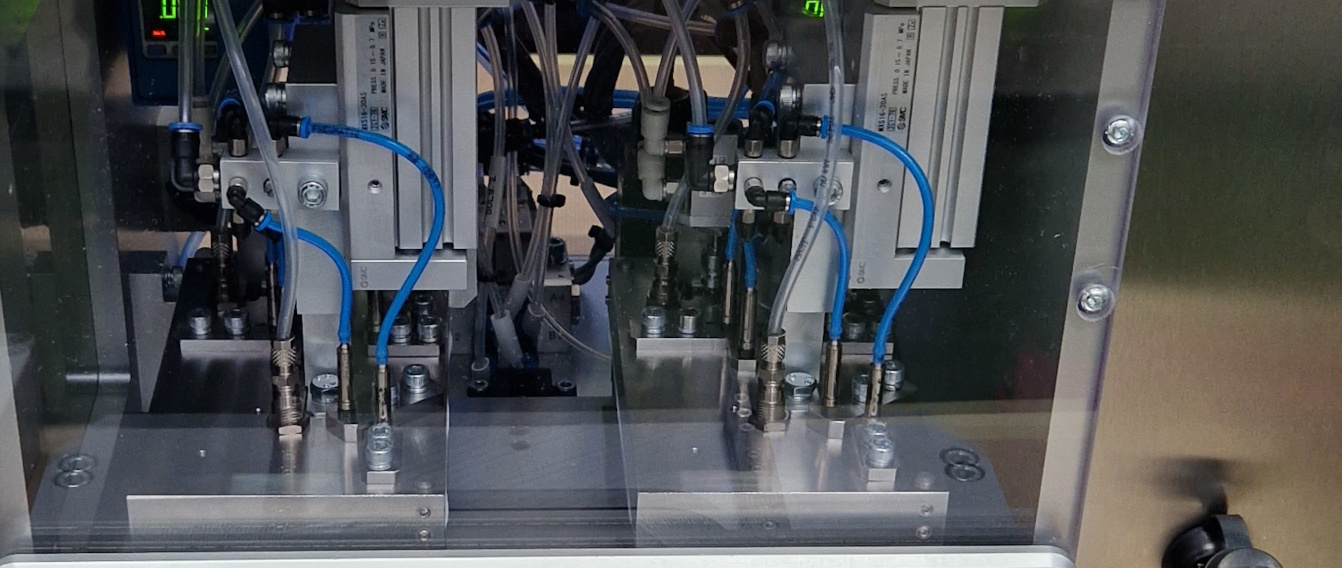
MALT LT201 Close-Coupled Valve Modules
Minimised Test Volume for Maximum Sensitivity:
MALT LT201 Configuration:
- Compact valve module
- Integrated solenoid valves (fill, test, vent)
- Precision pressure sensor (resolution 0.01 mbar)
- Microcontroller executing test algorithms
Close-Coupled Mounting:
- Valve modules bolted directly to fixture frame
- Size optimised pneumatic tubing from module to seal points
- Short, small-diameter tubing minimises test volume
Why Test Volume Minimisation Critical:
Pressure Decay Sensitivity Formula:
- Sensitivity ∝ 1 / Test Volume
- Smaller volume → greater pressure change for same leak rate
- Larger volume → smaller pressure change (leak signal lost in noise)
Volume Reduction Strategies:
- Close-Coupled Valves: Eliminates long pneumatic lines (10+ metres in remote-mounted systems)
- Small-ID Tubing: 2mm ID vs. 6mm ID reduces volume 9× (volume ∝ diameter²)
- Minimal Dead Volumes: Seal design minimises trapped air pockets
Low-Pressure Testing (0.5-0.9 bar)
Delicate Part Protection: Low pressures prevent cassette damage:
Why Low Pressures:
- Microfluidic channels have thin walls
- High pressure (>2 bar) causes:
- Plastic deformation (channel walls bulge)
- Bond line failure (adhesive layers separate)
- Seal damage (O-rings extruded from grooves)
- 0.5-0.9 bar adequate for leak detection without mechanical stress
Vacuum Testing Benefits:
- Detects seal failures conventional overpressure misses
- Some seal designs leak under pressure but seal under vacuum (or vice versa)
- Vacuum exposes outgassing (material release interfering with diagnostics)
Test Sensitivity at Low Pressures:
- Challenge: Low differential pressure = small leak signal
- Solution: Volume minimisation + high-resolution sensors + extended test times (30-60 seconds)
Synchronised Dual-Controller Operation
Coordinated Testing: Two MALT controllers operate as synchronized system:
Synchronised Sequence:
- Operator loads both cassettes, closes drawer
- Operator presses single start button (connected to MALT)
- Both controllers execute Test 1 simultaneously
- Both complete Test 1, then advance to Test 2
- Sequence repeats through all 6 tests
- Both controllers report final pass/fail results
Why Synchronisation:
- Consistency: Both fixtures complete tests simultaneously (no waiting)
- User Interface: Single screen displays both (operator monitors left and right status)
- Throughput: Parallel operation maximises efficiency
Graphical Laptop Interface:
- MALT controllers connect to laptop via USB or Ethernet
- Software displays dual fixture view:
- Left half: Left fixture pressure trace, test progress, pass/fail indicators
- Right half: Right fixture same information
- Operator sees both tests progressing in real-time
- Historical data logging (pressure traces, decay rates, timestamps)
Single-Side Operation Capability:
- Software allows testing left OR right fixture independently
- Useful for: Prototype testing, troubleshooting, low-volume production runs
- Operator selects active fixture(s) via laptop interface
Custom Tooling Design – Medical Device Leak Test Drawer Fixture
Part-Specific Nesting and Sealing:
Bottom Tooling (In Drawer):
- Precision-machined nest locating cassette (X, Y, Z datum)
- Material: Black Acetal (corrosion resistance, cleanroom compatibility)
Top Tooling:
- 16-point seal array matching cassette top surface geometry
- Mounted to compact pneumatic cylinders
- Cylinder force: 100-500N (distributes across 16 seals, adequate compression without damage)
Eject Cylinders:
- Small pneumatic cylinders on top tooling
- Actuate after test completion, releasing cassette from top seals
- Prevents cassette sticking to seals (vacuum/adhesion forces)
Fail-Lock Drawer Mechanism
Quality Enforcement: Drawer locks closed on test failure:
Lock Mechanism:
- Top tooling stays in down position
- Engages drawer preventing opening
- MALT controller output signal fail
Operator Interaction:
- Pass Result: Operator pulls drawer open, unloads good cassettes
- Fail Result: Drawer locked, operator cannot open
- Supervisor Override: Key switch or password-protected release (supervisor reviews failure data, decides disposition)
Why Fail-Lock:
- Prevents Shipping Defects: Operator cannot accidentally remove failed parts
- Forces Attention: Locked drawer ensures operator acknowledges failure, doesn’t ignore
- Quality Assurance: Enforces 100% pass requirement (no defective devices escape)
Alternative Configuration:
- Pass stamp integration: On pass, pneumatic stamp marks cassette packaging
- Label printer output: On pass, printer generates traceability label (serial number, test date, pressure traces)
Ambidextrous Button Box on Flying Lead
Operator Accommodation: Control box suits left or right-handed users:
Button Box Design:
- Single button box (start, stop, reset buttons)
- Mounted on flexible cable (flying lead, 1-2 metre length)
- Operator positions box on left or right side of drawer per preference
Why Flying Lead:
- Ergonomics: Right-handed operators position box right side, left-handed left side
- Flexibility: Box relocates without rewiring (same hardware suits all users)
- Accessibility: Cable length allows box placement at comfortable reach
Button Functions:
- Start: Initiates test sequence (both fixtures if dual operation)
- Stop: Pauses test (troubleshooting, setup adjustments)
- Reset: Clears alarms, unlocks drawer after supervisor override
Pressure Rise from Vacuum for High-Pressure Capability
Alternative Test Methodology: System can accommodate 20 bar testing:
Standard MALT Limitation:
- MALT LT201 maximum test pressure: 3 bar
- Some medical devices require higher pressure verification (e.g., infusion pumps, syringe assemblies)
Pressure Rise from Vacuum Technique:
- Part pressurised externally to 20 bar (via separate high-pressure source)
- Test volume evacuated to vacuum (MALT controls vacuum side)
- Leak from pressurised part causes pressure rise in evacuated test volume
- MALT monitors pressure rise (same leak detection principle, reversed)
Clever Arrangement:
- Part under high pressure (external regulator, not MALT-controlled)
- MALT measures low-pressure side (vacuum to atmospheric)
- MALT sensitivity maintained (small test volume on vacuum side)
- High-pressure capability achieved with low-pressure instrumentation
Application Example:
- Infusion pump cassette tested at 20 bar (simulates IV bag pressure)
- Leak from cassette detected via pressure rise in evacuated chamber
- MALT measures 0-1 bar range (within capability) while part experiences 20 bar
System Specifications – Medical Device Leak Test Drawer Fixture
- Platform: Series 20 drawer leak test fixture (benchtop configuration)
- Fixture Positions: 2 cassettes tested simultaneously
- Sealing: Complex 16-point multi-zone sealing per cassette
- Test Sequence: 6 sequential tests per cassette
- Test Pressures: 0.5-0.9 bar overpressure, 0.5 bar vacuum
- Pressure Switching: Automatic via MALT I/O-controlled solenoid valves
- Controllers: 2× OEM MALT LT201 valve modules with synchronised operation
- Sensitivity: Close-coupled valve modules minimising test volume
- Sensors: High-resolution pressure transducers (0.01 mbar resolution)
- Drawer Travel: 200mm stroke (load/unload to test position)
- Fail-Lock: Solenoid or pneumatic lock preventing drawer opening on test failure
- Eject Cylinders: Automatic cassette release from seals post-test
- User Interface: Dual-fixture graphical display on laptop (real-time pressure traces)
- Operator Controls: Button box on flying lead (ambidextrous positioning)
- Safety: Perspex guard protecting operator from moving cylinders
- Application: Laboratory-on-a-chip diagnostic cassettes (microfluidic devices)
Key Features – Medical Device Leak Test Drawer Fixture
Series 20 Drawer Fixture: Proven platform with ergonomic load/unload position and automatic sealing when closed.
Dual Fixture Configuration: Two cassettes tested simultaneously doubling throughput on single benchtop unit.
Complex 16-Point Multi-Zone Sealing: Individual channel isolation enabling 6 sequential tests verifying all fluid pathways.
Automatic Pressure Switching: MALT I/O-controlled valves switching between 0.9 bar, 0.5 bar, and 0.5 bar vacuum per test zone.
MALT LT201 Close-Coupled Modules: Valve modules mounted near fixtures minimising test volume for maximum sensitivity.
Low-Pressure Testing: 0.5-0.9 bar preventing microfluidic channel damage while detecting minute leaks.
Synchronised Dual-Controller Operation: MALT configuration with parallel testing and single-screen laptop display.
Fail-Lock Drawer Mechanism: Automatic locking preventing operator removal of failed cassettes enforcing 100% quality.
Eject Cylinders: Controlled cassette release from seals preventing damage during unloading.
Ambidextrous Button Box: Flying lead positioning accommodating left/right-handed operators.
Pressure Rise from Vacuum Capability: Optional high-pressure testing (20 bar) using clever test volume arrangement.
Results – Medical Device Leak Test Drawer Fixture
The medical device leak test drawer fixture provides ultra-sensitive testing for laboratory-on-a-chip diagnostic cassettes. The dual fixture configuration tests two cassettes simultaneously with complex 16-point multi-zone sealing isolating individual microfluidic channels.
Six sequential tests per cassette verify all fluid pathways with automatic pressure switching between 0.9 bar, 0.5 bar, and 0.5 bar vacuum. MALT LT201 controllers with close-coupled valve modules minimise test volume, maximising sensitivity for detecting minute leaks in microfluidic channels (50-500 μm width).
Synchronised dual-controller operation displays both fixtures on single laptop screen in real-time. Configuration ensures parallel testing maintaining throughput while comprehensive 12-test sequence (6 per cassette × 2 cassettes) executes.
Low test pressures (0.5-0.9 bar) prevent thin-walled plastic channel damage while achieving sensitivity. Vacuum testing exposes seal failures and outgassing conventional overpressure methods miss.
Fail-lock drawer mechanism prevents operator removal of cassettes failing any test, enforcing 100% quality verification. Eject cylinders provide controlled cassette release from seals preventing damage during unloading. The Series 20 drawer fixture provides ergonomic load/unload at forward position with automatic sealing when drawer closes.
The system operates at the extremities of air decay leak testing capabilities, detecting microfluidic leaks in laboratory-on-a-chip devices where manual bubble testing and conventional methods fail. 100% testing ensures no defective diagnostic cassettes reach patients where cross-contamination or pressure loss would cause misdiagnosis.
To view a printer friendly format please click below
Medical Device Leak Test Drawer Fixture
Related Capabilities
This project demonstrates TQC‘s expertise in:
- Series 20 drawer fixture platform
- Medical device leak testing
- Microfluidic channel testing
- Multi-zone sealing design (16+ seal points)
- MALT LT201 controller integration
- Close-coupled valve module configurations
- Low-pressure testing (0.5-0.9 bar)
- Vacuum leak testing
- Automatic pressure switching systems
- Synchronised dual-controller operation
- Fail-lock quality enforcement mechanisms
- Eject cylinder design
- Test volume minimisation strategies
- Pressure rise from vacuum techniques
If you have an application that could benefit from TQC’s expertise in leak testing, please contact us by email or phone via the contact details